2026-04-29
在射出成型專案中,選擇澆道系統是最關鍵的決策之一,直接影響模具成本、材料浪費、循環時間,以及每件產品的總生產成本。以下為您整理必要知識,協助您做出最適合的選擇。
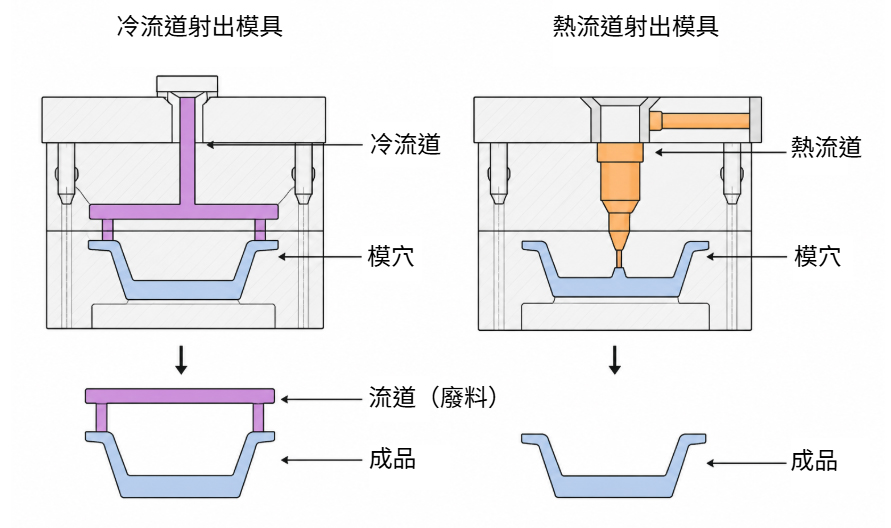
兩者有什麼不同?
冷澆道模具採用未加熱的流道,將熔融塑料輸送至模穴。每次射出成型後,澆道與產品一同固化並頂出,需再進行剪除或回收處理。冷澆道結構簡單、建置成本低,適合小批量生產與模具驗證。
熱澆道模具則透過加熱歧管系統,使流道內的塑料始終保持熔融狀態。每次頂出時只有成品被推 出,不產生澆道廢料。雖然初期投資較高,但在大批量生產中,可大幅降低材料浪費與循環時間, 帶來顯著的成本效益。
| 熱澆道 | 冷澆道 | |
| 初期成本 | 模具投資較高 | 較低,結構簡單 |
| 材料浪費 | 極少,無澆道廢料 | 每次循環均有澆道廢料 |
| 循環時間 | 較短,產能較高 | 較長,需等澆道冷卻 |
| 適合產量 | 大批量(每年30萬件以上) | 中小批量 |
| 維護難度 | 較複雜 | 簡便快速 |
| 換色難度 | 換料清洗耗時 | 簡便快速 |
| 材料相容性 | 有限(不耐熱敏材料) | 廣泛,含熱固性塑料 |
主要優缺點
| 熱澆道 | 冷澆道 |
| ✔ 無澆道廢料 ✔ 循環時間較短 ✔ 產品品質穩定一致 ✔ 適合大批量生產 ✘ 模具初期成本較高 ✘ 維護較複雜 ✘ 換色困難耗時 |
✔ 模具成本較低 ✔ 維護簡單方便 ✔ 適用材料範圍廣泛 ✔ 換色快速簡便 ✘ 每次循環產生澆道廢料 ✘ 循環時間較長 ✘ 需進行二次剪澆口作業 |
哪一種真正更省錢?
模具價格只是成本的一部分。要計算真實成本,必須將整個生產週期中的材料浪費、循環時間與人工成本一併納入考量。
- 熱澆道模具前期投入較高,但可消除澆道廢料、縮短循環時間。在高產量下,這些節省往往超過模具的額外投資。
- 冷澆道模具建置成本較低,但長期累積下來,材料浪費、較長循環與剪澆口人工成本不容忽視。
- 損益平衡參考原則:若年產量超過約20萬至30萬件,熱澆道系統通常可在1至2年內,透過材料與循環時間節省,回收模具的額外成本。
如何選擇最適合您的方案?
| 選擇熱澆道,如果您… | 選擇冷澆道,如果您… |
|
|
不確定哪種澆道系統最適合您?
千豐圓科技的工程團隊在每個專案啟動前,均提供免費的可製造性設計(DFM)審查服務,協助您評估最適合的模具配置。歡迎來信 [email protected] 或造訪 www.cfy-tech.com 與我們聯繫。
對射出成型尚不熟悉?以下為本文使用的技術術語,以淺顯易懂的方式說明。
| 術語 | 說明 |
| 澆道(Runner) | 模具內部的流道,熔融塑料透過此通道從射出機噴嘴流至模穴。 |
| 澆口(Gate) | 澆道與模穴之間的細小開口,控制塑料流入產品的方式。 |
| 主流道(Sprue) | 熔融塑料從射出機噴嘴進入模具的主要入口。 |
| 歧管(Manifold) | 熱澆道系統中的加熱分配塊,使塑料保持熔融狀態並分流至各澆口。 |
| 剪澆口(Degating) | 去除產品頂出後,澆口位置殘留的小塑料凸點,可由人工、機械手臂或模具自動完成。 |
| 清料(Purging) | 透過持續射料,將機台與模具系統內的舊料完全沖出,直到舊顏色或材料完全排除為止。 |
| 針閥澆口(Valve Gate) | 熱澆道的一種澆口形式,利用機械針閥開關澆口,在成品表面留下極細微、幾乎看不見的痕跡。 |