Choosing between a hot runner and a cold runner mold is one of the most important decisions in any injection molding project. It affects your tooling cost, material waste, cycle time, and total cost per part. Here is what you need to know.
What's the Difference?
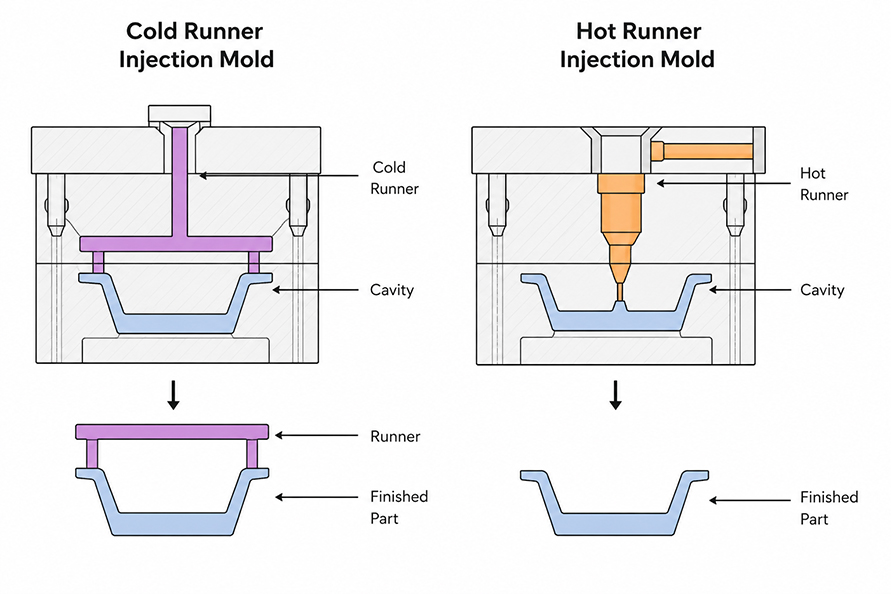
A cold runner mold uses an unheated channel to deliver molten plastic into the mold cavity. After each cycle, the runner solidifies along with the part and must be separated and discarded (or reground). It is simpler and cheaper to build, making it the go-to choice for lower volumes and prototyping.
A hot runner mold uses a heated manifold to keep the plastic in the runner channels molten at all times. Only the finished part is ejected, there is no runner scrap. The system is more complex and costs more upfront but delivers significant savings on material and cycle time at scale.
| Hot Runner | Cold Runner | |
| Upfront Cost | Higher tooling investment | Lower — simpler tooling |
| Material Waste | Minimal — no runner scrap | Runner scrap every cycle |
| Cycle Time | Shorter — faster output | Longer — runner must cool |
| Best Volume | High volume (300k+ parts/yr) | Low-to-mid volume |
| Maintenance | More complex | Simple and robust |
| Color Changes | Time-consuming to purge | Quick and easy |
| Material Range | Limited (heat-sensitive risk) | Wide — incl. thermosets |
Key Pros & Cons
| Hot Runner | Cold Runner |
| ✔ No runner waste ✔ Shorter cycle times ✔ Consistent part quality ✔ Ideal for high-volume runs ✘ Higher tooling cost ✘ Complex maintenance ✘ Difficult color changes |
✔ Lower tooling cost ✔ Simple maintenance ✔ Wide material compatibility ✔ Easy color changeovers ✘ Runner waste every cycle ✘ Longer cycle times ✘ Secondary degating required |
Which One Costs Less — Really?
The mold price is only part of the picture. To find the true cost, you need to factor in material waste, cycle time, and labor across the full production run.
- Hot runner molds cost more upfront — but eliminate runner scrap and reduce cycle time. At high volumes, these savings outweigh the tooling premium.
- Cold runner molds cost less to build — but add material waste, longer cycles, and degating labor that accumulate over time.
- Break-even rule of thumb: If your program exceeds ~200,000–300,000 parts per year, a hot runner system will typically pay for itself within 1–2 years through material and cycle time savings.
Which Is Right for Your Project?
| Choose Hot Runner if… | Choose Cold Runner if… |
|
|
Not sure which runner system is right for you?
CFY Technology's engineering team reviews runner system selection as part of every DFM consultation — at no extra charge. Contact us at [email protected] or visit www.cfy-tech.com to get started.
New to injection molding? Here is a plain-language explanation of the technical terms used in this article.
| Term | What It Means |
| Runner | The channel inside the mold through which molten plastic travels from the injection machine's nozzle to the part cavity. |
| Gate | The narrow opening where the runner meets the mold cavity. It controls how plastic flows into the part. |
| Sprue | The main entry point where molten plastic first enters the mold from the injection machine nozzle. |
| Manifold | In a hot runner system, the heated distribution block that keeps plastic molten and routes it to each gate. |
| Degating | Removing the small stub of plastic left on a finished part at the gate point after ejection. Can be done by hand, robot, or automatically in the mold. |
| Purging | Flushing old plastic material out of the machine and mold system by running new material through it until the old color or resin is completely gone. |
| Valve Gate | A type of hot runner gate that uses a mechanical pin to open and close the gate, producing a very clean, nearly invisible mark on the finished part. |